




工藝流程
原木制粒線定義:以原木為原料,通過預處理和加工,將其固化擠壓成型為高密度的顆粒燃料;既能節約能源又能減少排放,具有良好的經濟效益和社會效益。
原料:主要有松樹、杉樹、合歡樹、櫸樹、桉樹等各種樹的原木。
現以時產15噸原木制粒生產線項目為案例,依據工藝流程及各工段作以下介紹與說明。

工藝流程簡介:將原木的樹干剝皮后進入切片機切成小木片,木片尺寸為20-30mm,厚度5-10mm左右;然后進入粉碎機細粉成3-4mm的木屑。再通過三層滾筒式烘干機將水分烘干到15%左右,最后進行制粒加工,加工的成品顆粒直徑6-10mm可選,制粒冷卻后由小袋包裝秤打包成20-50kg/包。方便運輸和出售。此項目為時產15噸原木制粒生產線,設備總功率約為3270kw,車間占地面積6500㎡,包含原料庫和成品庫;整條線設計緊湊、結構合理、滿足環保要求,且能根據客戶要求進行定向設計。
工藝工序圖:

工程描述
時產15噸原木制粒生產線項目工段描述:
剝皮工段:原料去皮,可以提高成品顆粒的燃燒熱值,減少成品顆粒燃燒后的灰分殘留,降低排放。
剝皮設備(2臺):LYBP900-II,功率2×11kw,設計時產8-10T/臺。
切片工段:將原木等處理成木片,尺寸為20-30mm,厚度5-10mm左右,再進入后續工段的加工。
切片設備(2臺):切片機LYGX218D,主機功率132kw,喂料輥功率4kw,油泵功率0.55kw,設計時產38m³/臺。

粉碎工段:本工段工作無粉塵排放,粉碎機粉碎之后由風機負壓吸風氣力輸送出料。粉碎機為水滴型結構,粉碎轉子可正反操作,提高錘片使用壽命,電機直聯傳動方式。
粉碎設備(4臺):MFSP68×120,功率160kw,設計時產6-8T/臺(原料水分40%)。
烘干工段:三層滾筒烘干機,烘干后木屑水分在13-18%左右。
烘干設備:LYHG50,滾筒直徑3.0m,長度11.6m,功率19kw,設計時產5T/臺(原料水分40%).
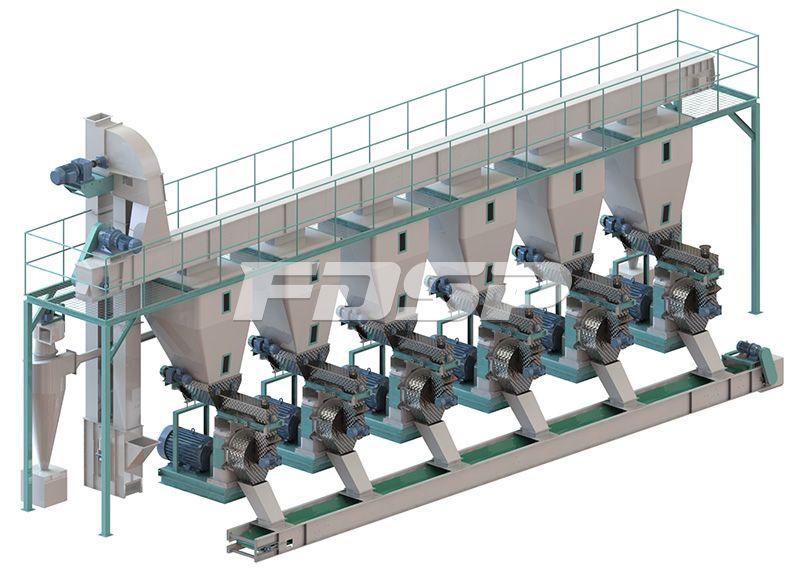
制粒工段:生物質顆粒直徑6-10mm可選,生物質顆粒具有熱值高、無污染、灰分低等特點,可廣泛用于生物質發電廠、生物質蒸汽鍋爐、家用壁爐、烘干爐和生物質氣化爐等。
制粒設備(6臺):MZLH680,主機功率185kw,強制喂料器功率1.5kw,設計時產2.2-2.8T/臺。

冷卻打包工段:用于降低顆粒溫度和減少顆粒水分,冷卻之后的顆粒溫度一般不高于室溫5℃,冷卻后顆粒水分在8-10%左右,顆粒容重650-750kg/m³。打包可以根據客戶當地銷售需要,選擇合適的打包秤以便于客戶銷售產品,通常有小包和噸包兩種規格,小袋包裝秤包裝規格為:20-50kg/包,噸袋秤包裝規格為:500-1000kg/包。

冷卻設備:MKLB8,冷卻室容積8m³,設計時產12-15T。
打包設備:MDBLY-K,打包規格20-50kg/包,打包速度3-5包/分鐘。
根據不同客戶的需求,該方案可優化配置:
1、如有需求,可以在各工段之間增加緩沖倉,來替代堆場,優點是,能提高產線自動化程度,和降低車間粉塵污染;缺點是會增加生產線的建造成本,且因粉碎后物料容重很輕,容易在倉內結 拱不下料。
2、可根據客戶對成品包裝的要求,調整包裝設備。也可以采用散裝或者用鋼板倉儲存。



